
Thermoplastic Joining Welder Ultrasonic Welding Machine of 15khz Plastic Bonding Equipment for PVC_PP_PET_PC_ABS Sealing Welders
Thermoplastic Joining Welder Ultrasonic Welding Machine
Thermoplastic Joining Welder Ultrasonic Welding Machine applies assembly process for thermoplastic injection molded components, is a process that uses mechanical vibration above the audible range, the vibrations, produced by a welding horn, as it is generally known, are used to soften or melt the thermoplastic material at the joint line, the components to be jointed are hold together under pressure, and subjected to vibrations usually at a frequency of 15khz and 20khz basing on ultrasonic power output: 2kw to 5.2kw, the popular construction classifies table-top or standing-along with working console in vertical activity, but, we accept horizontal clamping structure for tube end sealing
Product description
Characters of cap liner ultrasonic welding machine | |||
IC circuit precision control, automatic overload protection system | |||
Mainly parameter cap liner ultrasonic welding m/c | |||
Model | KLC-2615 | KLC-3215 | KLC-4215 |
Input power | 2600w | 3200W | 4200W |
Frequency | 20KHZ | ||
Input voltage | 220V | ||
Max input power | 1.2KW | 1.9KW | 2.3KW |
Active horn | 70mm | ||
Oscillation system | Auto-stimulating | ||
Output time | 0.01-99S | ||
Pressure | Pressure bound 1-7bar | ||
Welding area | 200mm | 220mm | 250mm |
Compressor | 1HP | ||
Net weight | 110kg | 100kg | 115kg |
KEEPLEADER™ has designed and modified Thermoplastic Joining Welder Ultrasonic Welding Machine to accommodate our customers' special and unique requirements, pls contact KEEPLEADER™ for more info and tech assistance
and advise us under info
❶ your welding material and its max size
❷ its sample picture for ref
❸ expected welding effect
Detailed Images

Thermoplastic Joining Welder Ultrasonic Welding Machine is the utmost prevalent ultrasonic assembly application, in ultrasound wave vibration bonding, the high frequency vibrating energy from a horn is applied to a work piece along with controlled pressure, which causes the joint area between two parts to heat up due to frictional heat, the plastic material melts and the parts are bonded together when the vibration stop, and the plastic solidifies, the process of ultrasonic welding is used to joint two thermoplastic parts together by applying controlled pressure to the parts and vibrating a titanium or plated aluminum horn vertically to generate frictional heat at the joint interface, the plastic is melted and then allowed to cool, and the clamping force is maintained during the hold time to improve the joint strength and hermetical, once the melted parts has solidified, the clamping force is removed, and the two parts are jointed integrally
Product uses
Thermoplastic Joining Welder Ultrasonic Welding Machine takes reliability in polymer material assembly with numerous benefits in wide ranged connection of molded-injection, such s being a fast, clean, efficient, and repeatable process that creats strong and integral bonds, the process consumes minimal energy and does not require solvent, adhesives, mechanical fasteners, or external heat, the process is adaptable and versatile, with the ability to change tooling quickly and being applicable for difficult materials, the low-cost investment in Thermoplastic Joining Welder Ultrasonic Welding Machine combined with its reliability, longevity and consistent performance makes it the preferred approach of assemble, Thermoplastic Joining Welder Ultrasonic Welding Machine is popularly used across industries including automotive, medical, electrical and electronic, communications, appliances, and consumer products, toys, stationary,home appliances and textile and plastic packaging, i can significantly increase production and reduce assembly cost
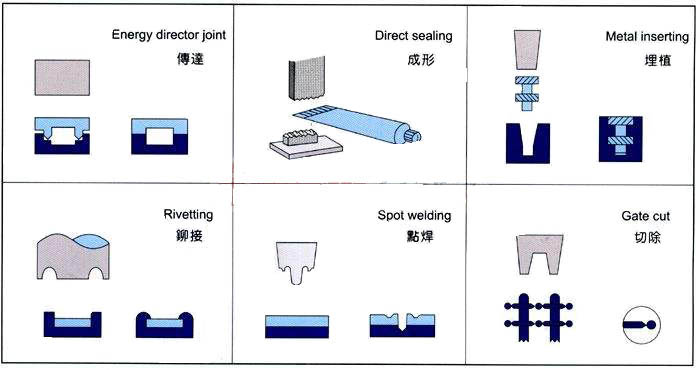
Function illustration
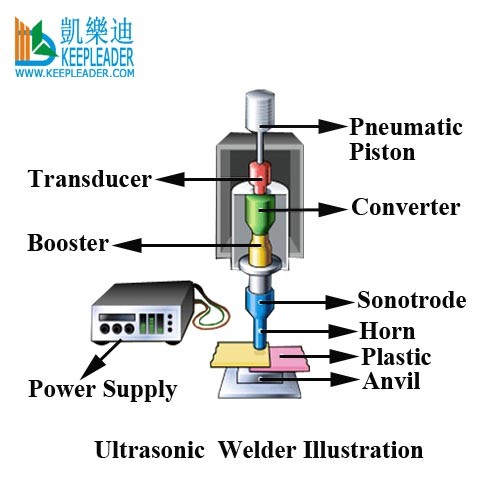
Thermoplastic Joining Welder Ultrasonic Welding Machine divides into four major components, composed of ultrasonic generator,viz: power box, transducer,Viz: converter, booster and horn/sonotrode,viz: acoustic tool, the ultrasonic generator converts standard electrical power into electrical energy at the required frequency, the popularity in ultrasound wave frequency definitely covers 15khz, and 20khz, the electric energy is them sent to the transducer, which change it into mechanical vibrations, a press and fixture are also required to complete the ultrasonic assembly system, but are not considered major components, the process is flexible and efficient, producing strong integral bonds which consuming very little energy, the booster is used to increase or decrease the amplitude of the vibration to match the required application, the amount of increase or decrease is expressed as the gain, which is the ratio of the output amplitude to the input amplitude, the vibrations are then transmitted to a horn of the appropriate size and shape to deliver the vibration energy to the work-pieces, the horn many further increase the amplitude of the vibration, and bottom fixture applies supportive holding in alignment and agglomeration, that is coupled with top hone in integration
Buying guides
Thermoplastic Joining Welder Ultrasonic Welding Machine has customized acoustic tools, that must be compatible with individual welds, particularly for joint design in the joining interface, that is critical in achieving optimum assembly results, the design depends on factors such as the type of plastic, the geometry profile and requirements of the weld, there are many different joint design, Each with its own advantages, some of these designs are discussed with the designer of injection mold, but, essentially following criteria, such as uniform contact area, small initial contact area, a approach of alignment and etc
Joint design for ultrasonic plastic welding
Sometimes while developing a new part for ultrasonic welding, the machine is working okay, the horn and fixture also well designed but if joint design for welding is not correct, it will create problem, the joint design must be considered in design stage of the product, If we are not giving any consideration for joint design, then, Patchy welding may occur, hermetic or leak proof sealing is not possible, more power will be required for welding, In ultrasonic welding, there are two basic joint types
Energy director joint: Energy director joint is preferable in amorphous structure material, sometimes in semi-crystalline material also this joint is given, the molten material builds at the contact area of the energy director between the parts to be welded, and the ultrasonic waves are transferred through the part to the energy director
01: tongue and groove joint
The joint consists of a small triangular section molded into the component and typically running the length of joint perimeter, the purpose of energy director is to focus the ultrasonic energy at the apex, resulting in rapid built up heat, this causes the triangular section to melt and flow across joint interface, forming a weld
The type of thermoplastic to be welded determines the form of the triangular energy director, amorphous material require a right- angled triangle with the 90 degree angle at apex, for semi crystalline material, a 60 degree equilateral projection is used, typical heights for energy directors are between 0.2 to 1mm depends on the material
Generally if we consider the wall thickness of part that is the thickness of wall on which energy director is to be formed as basis, and then height of energy director will be 1/8 of the wall thickness, the basic width will be 1/4 of the wall thickness
When the wall thickness enough to produce energy director that maximum size, more than one energy director can be given
This meets all three requirements
A uniform contact area
A small initial contact area
A means of self alignment
Its strength is relatively less than butt joints only a part of the wall in a step joint is welded, but it hides all flash inside, the material form the energy director will typically flow into the clearance gap between the steps
A step joint needs a minimum wall thickness of 2mm. the height and width of the step are each 1/3 of the total thickness, the step height should be marginally greater that the depth 0.1mm, this adds aesthetic to the welded assembly and hides parallelism imperfection in the molded parts
02: Shear joint
The shear joint is used when a strong, leak tight seal is desired especially with semi-crystalline polymers
A positive interference between the mating parts is a shear joint, the interference can only be melted away with ultrasonic energy, a shear joint meets all three basic requirements of good and joint design, a location recess help self alignment of the parts, and the line contact provide uniform contact area, small initial contact area, on application of ultrasonic energy and pressure, the contact surface rub together, generate heat and begin to melt and enlarge, till the designed depth of weld is achieved, as the contact surfaces melts, welding is achieved, the continuous smearing action of meting surface at the welding interface fills all voids, its also limits exposure to air, consequent premature solidification and degradation, this action produces a leak tight weld and strong structural strength, a fixture plays an important role in shear joint welding, and great care needs to be taken in designing it correctly, it should prevent a snap fit due to flexing of the walls during welding, the fixture should rigidly support the wall or fixture parts up to the joint interface, sometimes a spilt design or an ejector is necessary to eject the tightly squeezed in welding assembly from the fixture
Some other consideration
Several aspects need to be considered in deciding which part should make contact with the horn, and which part should be held stationary in the fixture
Ease of assembly, handing the individual components and part geometry are factors to be considered, from the ultrasonic point of view, however the material to be welded is important, losses in transmission of ultrasonic energy through amorphous resins are low and loses through semi-crystalline material are higher, this is because the orderly molecular structure of semi crystalline resins absorbs ultrasonic, where the random molecular arrangement of amorphous resins transmits ultrasonic well
After-sales serviceAfter purchasing at KEEPLEADERTMis first step of our after-service, all of machines at KEEPLEADERTMhas one year guarantee, we provide free samples for defected parts to do replacement except for human damage, under information for your notice
01: KEEPLEADERTM always posts the new technical file in our homepage that can help our client in new technical information of machines’ design, character, application, operation, maintenance, and related, KEEPLEADERTM also welcome our clients feed back the machines’ working condition that can get one to one service
02: If the machine you purchased has any defects, please contact sales representative at KEEPLEADERTM, we will assign our experienced engineer analyze your case and provide technical support, in case of damaged parts that cannot repair, KEEPLEADERTMwill provide a new parts to replace the defect
03: For any replacement and maintenance, KEEPLEADERTM has user manual and training video
04: KEEPLEADERTM can go to oversea for on-site training
05: KEEPLEADERTM can provide electric diagram in necessary
06: Remote training is acceptable at KEEPLEADER™
Contact Us
Thermoplastic Joining Welder Ultrasonic Welding Machine is mostly used in the automotive, consumer, electronics or medical industries, particularly where permanently strong, tight and visually impeccable connections are required, the ultrasonic generators guarantee reproducible results, the weld process is easy to optimize with our experienced tech support, in assumption that you are not sure which product is best suited for your operations, consult with tech team today to gain assistance of towards the most efficient solution
☺ Attn: MS Helen
✉ E-mail:sales@keepleader.com
☎ Cellphone: +86 13590415784 (Wechat/Whatsapp)
☎ Tel: +86 755 84190358
☞ Website: www.hfwelds.com / www.keepleader.com
Products
Search
ContactUs
ADD: Rongxing Bldg, Bulong rd, Bantian st, Longgang, Shenzhen 518129 P.R.China
ZIP: 518129
Contact: Ms Wang
Tel: +86-755-84190358
Fax: +86-755-84190358
Mob: +86-13590415784
Email: sales@keepleader.com
Welcome to visit our Factory!!!
Copyright ©2004-2026 ultrasonic cleaner,ultrasonic welder,high frequency welder,Ultrasonic golf Cleaner,High frequency packing machine,Vapor degreaser,Transparent Cylinder making machine,portable spot welders All Rights Reserved.
ADD: Rongxing Bldg, Bulong rd, Bantian st, Longgang, Shenzhen 518129 P.R.China ZIP: 518129 Contact: Ms Wang
Tel: +86-755-84190358 Fax: +86-755-84190358 Mob: +86-13590415784
Email: sales@keepleader.com 技术支持: keepleader