
Turntable Plastic Spin Welding Machine of Water Filter_Thermos Cup_PP_PE Automatic Rotary Thermoplastic Spinning Friction Welder
Turntable Plastic Spin Welding Machine
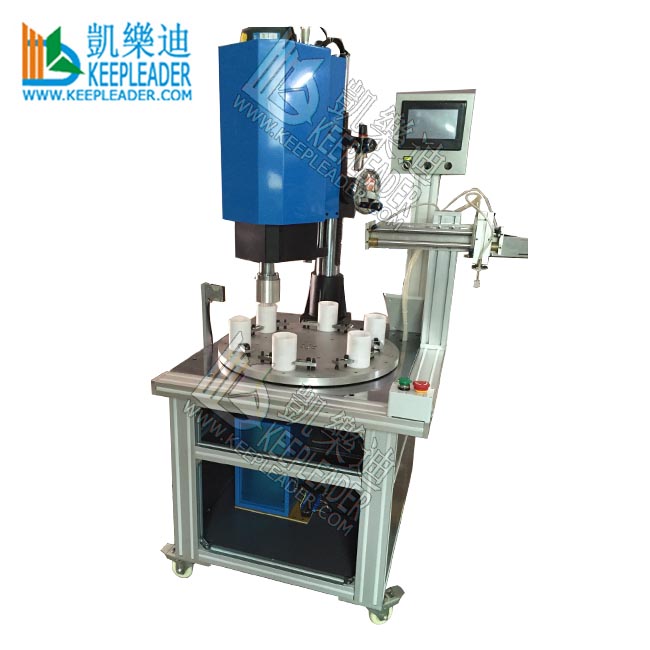
Turntable Plastic Spin Welding Machine integrates automatic turntable indexing and robotic arm of auto unloading device for bulk bonding process, that is applied for weld solid status thermoplastic parts with rotational symmetrical joining surface of circular,spherical parts assembling process, the welding of the two parts is due to the simultaneous application of rotation and pressure, thus, the friction obtained generates the heat necessary for their melting and fusion, the spin friction ensures a precise,durable weld with high mechanical strength, that is perfectly water proof and airtight, the welded holistic plastic has stronger bonding joints,even better than its matrix
Product description
Advantage | |||
Turntable Plastic Spin Welding Machine include high quality permanent joints, hermetic seals, lower equipments costs, ease of assembly, energy efficient operation, no ventilation required, immediate handling, entrapment of other parts, far-field welding capability and no additional material requirements | |||
Introduction | |||
Orientation spin melting welder is a type of frictional welding technology with a circular-axis joint for thermoplastic which is capable for high jointing strength and air-tightness, during spin melting, two plastic parts halves are held by two jigs, one of which is stationary while the other one is rotating in high speed against it under pressure, typically, the rotation speed is 300-1600RPM, the friction by rotation results in heating and melting spin welding area, when melting is ready, rotating jig stops and keep pressing two plastic halves together under pressure to fuse until the molten material re-solidified The rotation motion can be controlled by electrical motor or pneumatic motor, to meet the co-positioning between two plastic parts halves, spin melting welder can be departed into orientation spin melting welder and non-orientation spin melting welder | |||
Technical parameters | |||
Model | KLP-D30 | KLP-D40 | KLP-D70 |
Power output | 300w | 450w | 750w |
Power supply | AC380V/50HZ or 220v/60hz | ||
Max rotary speed | 300RPM | ||
Rated torque | 18.6n-m | 28.4n-m | 48n-m |
Max Diameter | 100mm | ||
Dimension | 780*680*2000mm | ||
Net weight | 320kgs | 340kgs | 360kgs |
Character | |||
With PLC, Convenient to set and read the data Famous brand Servo-motor for precision orientation All in one machine, is movable and save room Melting depth, rotary speed, time, torque are optional Servo-motor driven can control the melting depth, and orientation | |||
Detailed Images

Turntable Plastic Spin Welding Machine attains its prevalent because of its predominant characters, such as:the perfectly controlled speed of movement between two parts to be welded;precision control of friction coefficient of material;finally control of pressure exerted during welding; automatic turntable indexing; robot arm of unloading device;accurate angular orientation and collapse distance; reduction of cycle time and repeatability of welds
Machine Uses

Turntable Plastic Spin Welding Machine is a process that joints circular or spherical thermoplastic parts in solid-state by bringing the part interface together when halves assembling process under pressure, with a circular, spinning motion,one have is held stationary in a fixture, while the other is rotated against it under axial loading pressure, the frictional spin generate heat and cause the haves interfaces to melt and fuse together, creating a strong hermetic seal,Turntable Plastic Spin Welding Machine is commonly used in the manufacture of automatic parts, household appliances, and medical device, among other applications, it is a fast and efficient approach to exert robust, reliable and consistent bonds between plastic parts and is ideal for use with wide range of plastic material for mold injection of circular or spherical shaped assembles
Buying guides
01: MATERIAL CONSIDERATIONS
Material is that can be friction (i.e: vibration )welded can also be joined with by spin melting welder, the semicrystalline thermoplastics are more readily joined using spin melting welder that ultrasonic welding, using compatible polymers, spin melting welder is capable of making reliable hermetic seals, for-field welding is easier with spin melting welder that with ultrasonic welding, additional parts can be entrapped between the upper and lower pieces during spin melting weld
Joining of dissimilar polymers is possible using the spin melting welder process although it generally produces lower stretch weld joints, by design the weld joint with an undercut, the polyer with the lower melting temperature will flow into the undercut, creating a mechanical union
Material filler and surface contaminant (e.g. mold release agent) are two factors that will affect consistency and weld repeatability, spin melting welder is more tolerant of contaminants that ultrasonic welding, spin melting welder is also less effected by hygroscopic polymers, although they many still require special handing for critical application, the moisture content can lead to bubble formation in the joint resulting in decreased weld stretch
02: Joint design consideration
021: Part Joint must be on a circular axis
022: Joint design should allow for adequate collapse distance
023: Final orientation of part if necessary
024: If at all possible the upper part would be designed for use with drive features, place for upper tool to grasp the welding parts half
025: The joint area must ne designed so that there is no other part contact interference
KEEPLEADER intelligent assemble solutions offers no charge feasibility study and joint design review of your assembly
03: CONTROL PARAMETERS
There are several primary process control parameters that affect weld quality, there are the surface velocity of the weld joint, press (axial ) speed, weld depth, and hold distance time
04: SURFACE SPEED
For a fixed rotational spin speed (RPM), linear surface speed increases with weld joint diameter, for a fixed weld joint diameter, surface speed increases with motor RPM, smaller diameter parts therefore usually require more FRM that larger parts of the same material, if the surface speed is too low, an adequate amount of head will not be generated to cause sufficient melting, if the speed is too high, excessive heat in the joint could result in material degradation or reduction in viscosity leading to material flow away from the joint
The selection of proper surface speed depends to a larger degree on the material and joint geometry of the parts being welded, some materials, such as PVC, can be readily welded for a wide range of values, while others require a narrow range, commonly quoted values in the literature recommend using
05: PRESS (AXIAL) SPEED
The press speed affects the amount of contact pressure between the parts being welded, which is required to generates frictional heat, the larger the speed. The larger the rate of heat rise, in combination with the surface speed press speed must be high enough to cause melting at the interface as opposed to grinding, but not too high as to damage the parts, excessive press speed can also lead to stalling of the spin motor as more torque is required to maintain constant spin speed
06: WELDING DEPTH
The determination of the proper welding depth is highly dependent on the application, the weld joint is typically designed for a specific weld penetration, ideally, the weld is sufficiently deep to produce a strong hermetically sealed assembly, an excessive depth many lead to the formation of flash (material that is ejected from the joint area during the weld and adheres to the assembly), the drawing out of reinforcing filler material and realignment of the interchain bonds in the weld plane resulting in a weak axial weld joint. And possibly part distortion
Since weld depth affects the joint strength and amount of flash generated, it is important to design the weld joint properly to meet both requirements simultaneously, the incorporation of flash trap features is recommended to produce acceptable appearance without compromising strength
07: HOLD
During the hold phase, vertical press travel initially brings the molten parts closer together (dynamic hold) and then allows the molten material to solidify (static hold), amorphous plastics will normally take longer to solidify that semicrystalline plastic, the dynamic hold distance is typically a small value compare the weld distance, an approximate staring point for initial application setup is 10% of weld distance, the static hold can vary depending on the size of parts, but is usually in the 1-3 seconds range
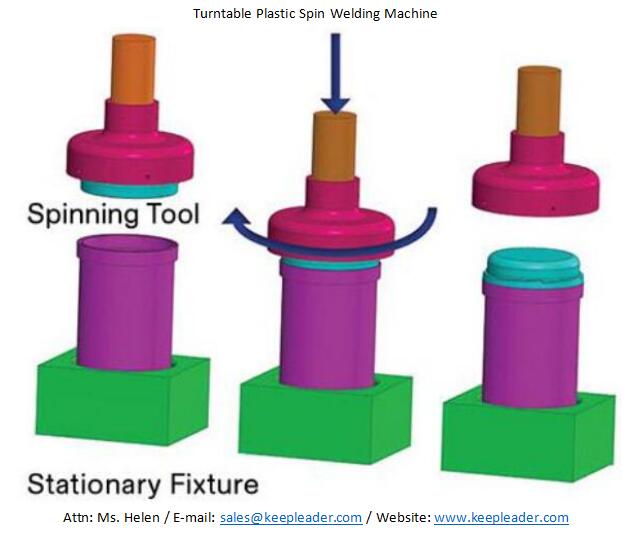
Turntable Plastic Spin Welding Machine exerts frictional spin movement to generate heat to melt and fuse the thermoplastic parts, that must designate activity at the circular,spherical joining interface, in the process, the bottom half is held in stationary fixture, the top half rotate inertially in the direction of aginest the bottom fixture with motor driving system, the pneumatic driven actuator apply axial loading pressure to achieve melting replacement and ultimate solidification
Contact Us
Whatever your application of thermoplastic assembling in circular or spherical jointing interface of symmetrical alignment, our Turntable Plastic Spin Welding Machine is the perfect choice, that is because we configure each machine to work specifically with your welding objects, taking into consideration material, joint design, size and more, we customize the tooling sets to meet your process of spinning activation,holding fixture, robot arm of auto retrieving and programmable logic control,once you unveil welding object with referential photo, our professional expert can propose our tech judgement with detailed verification for your ultimate confirmation, you never gain any fluctuation or deviation,that influence your decision in select a reliable supplier and qualified machine, keepleader, we always regard clients around the world as our faithful friend, now, try to contact us to find more we can do for your plastic assembling process
☺ Attn: MS Helen
✉ E-mail:sales@keepleader.com
☎ Cellphone: +86 13590415784 (Wechat/Whatsapp)
☎ Tel: +86 755 84190358
☞ Website: www.hfwelds.com / www.keepleader.com
Products
Search
ContactUs
ADD: Rongxing Bldg, Bulong rd, Bantian st, Longgang, Shenzhen 518129 P.R.China
ZIP: 518129
Contact: Ms Wang
Tel: +86-755-84190358
Fax: +86-755-84190358
Mob: +86-13590415784
Email: sales@keepleader.com
Welcome to visit our Factory!!!
Copyright ©2004-2026 ultrasonic cleaner,ultrasonic welder,high frequency welder,Ultrasonic golf Cleaner,High frequency packing machine,Vapor degreaser,Transparent Cylinder making machine,portable spot welders All Rights Reserved.
ADD: Rongxing Bldg, Bulong rd, Bantian st, Longgang, Shenzhen 518129 P.R.China ZIP: 518129 Contact: Ms Wang
Tel: +86-755-84190358 Fax: +86-755-84190358 Mob: +86-13590415784
Email: sales@keepleader.com 技术支持: keepleader