
Plastic Welder Ultrasonic Welding Stack for Ultrasound Solder Actuator Assembly Ultra Sonic Unit of Thermoplastic Bonding Device
Plastic Welder Ultrasonic Welding Stack
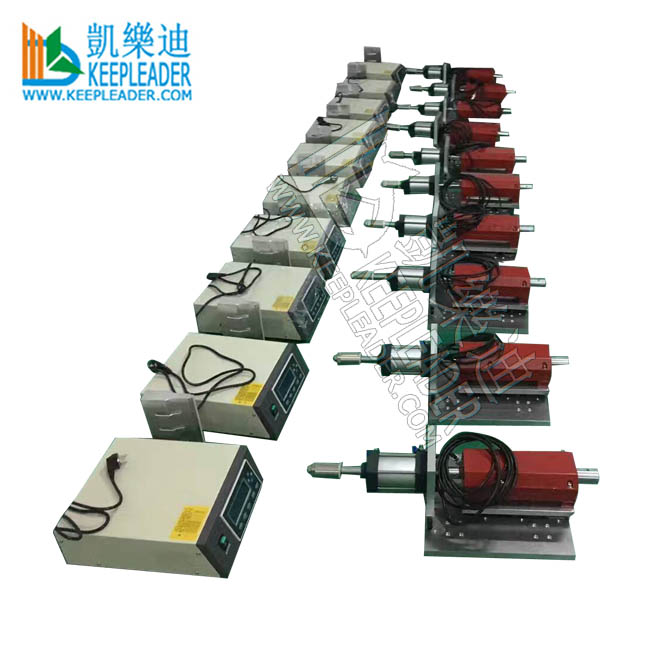
Plastic Welder Ultrasonic Welding Stack comprises ultrasonic generator,pneumatic actuator and converting system of combined transducer, booster, and ultrasonic horn, it is basic elemental combination in assembling ultrasonic welding device, the parameters such as ultrasonic frequency, ultrasonic power output, biggest pressure applied, are compatible with welding object, another unavoidable consideration focuses on mounting position, aligning solution and commission criteria
Product description
handheld plastic spot welder of 600w,28khz, ultrasonic welding | |
Mainly application | |
Spot welding, riveting, healing in, forming, cutting seal, screw imbedding, appliqué welding, often used in the field of stationery industries, consume electronics industry and electronics industry | |
Introduction of Ultrasonic handhold welder | |
ultrasonic welding machine is applied for plastic welding process, like, ultrasonic ABS welding, ultrasonic Acrylic welding, ultrasonic PVC and ABS welding, ultrasonic PA welding, ultrasonic PC welding, ultrasonic PE welding, ultrasonic pp welding, ultrasonic PE welding, ultrasonic PP welding, ultrasonic PS welding, ultrasonic PVC welding. | |
Characteristics | |
Proprietary anti-corrosion technology, even in the harsh acid salt (such as electroplating factory) working environment, the service life of up to ten years. | |
Advantages | |
1:low power consumption, firm welding, low noise, small-sized, dust-proof, high performance 2:automatic frequency-tuned system: take PLL for the ultrasonic circuit control 3: with pedal switch to convenient control 4: compacted, space-saved, convenient to transport | |
parameter | |
Model | KLC-6028/KLC-2615/KLC-3215 |
Power | 600w/2600W/3200W |
Voltage | 220V/50Hz 110V/60Hz |
Output Frequency | 28kHz/15KHZ/20KHZ |
Cohesion Specification | 1-15mm/200MM/220MM |
Welding pressure | 3-5kgs/cm2 |
Cooling mode | Fan cooling |
Working mode | Separated excited |
Volume | 268*168*298mm(L*W*H) |
Net weight | 15KG/35KGS |
Gross weight | 20kgs/50KGS |
MFR: KEEPLEADER has modified and designed Plastic Welder Ultrasonic Welding Stack to accommodate our customers' unique and special requirements, pls contact KEEPLEADER for tech assessment with your detailed app to make a proper recommendation
Advantages
Features
01: Auto tuning
The auto tuning technology synchronize the frequency change of horn and the AMP output, the synchronization expand the auto tuning range, simplify the fabrication of the welding horn, the AMP would output the perfect vibration no matter how the temperature rises of the welding horn, that would also be able to reduce the welding failure rate, auto tuning range: 15khz to 350hz, 20khz to 700hz, 35khz to 800hz
02: Voltage feed back
KEEP the steady output of voltage and amplitude without AVR system, input voltage variation is allowed between 180v to 240v, this feedback control could guarantee the welding stability
03: Overload protect
The upper and lower specification limits of electric current and voltage can be measured, and the output can be cut out in case there is problem
04: Soft start protect
Effective soft start protect could remove the harm to the horn at the very beginning of vibration, and eliminate the malfunction at the ultrasonic vibration (tunable range: 10mses~200mses)
05: Multi-welder cylinder synchronization
Air pressure inspection and air cylinder moving speed adjustment, there two function could guarantee the synchronization of the cylinders movement when multiple welders in needed
Buying Guidance
Plastic Welder Ultrasonic Welding Stack
Plastic Welder Ultrasonic Welding Stack is made up of three components: the transducer, booster and ultrasonic horn, the pneumatic/motorized press and ultrasonic generator can embodied as requested, the quality of mating surface between these three units will have a major impact on the operation efficiency of your ultrasonic welding machine, if they are not flat, if they become corroded or they make poor contact, they become a weak link in the transmission of ultrasonic vibration, and power output is wasted, tuning iis difficult, noise levels will increase and heat damage to the transducer is possible
Let’s look at each components and reasons for possible failure
Ultrasonic horns crack due to possibility below
Metal to metal horn contact
Fatigue over time
Poor original design (sharp corners, slot design and finish, drastic change in coss section and tuning to improper frequency, such as radial versus axial)
Improper horn material selection, titanium is better than aluminum, particularly, the spot welding process integrates with titanium horn
Being too highly driven by the booster, which results in exceeding the elastic limits
Over-tightening the horn on the boosters
Over-tightening the studs
Flaws in the horn material
Applying uneven welding pressure to the horn face
Booster crack or fail attributes to possibility below
The similar reason as above for horn failure, as well as possibility below
Operating ultrasonic horns that are poorly designed and or tuned to the improper frequency
Out-of-balance horns or applying uneven welding pressure to the horn
Transducers fail results from possibilities below
Dropping the transducer and breaking the ceramic
Poor Horn design and/or out-of-frequency horns
Over-tightening of the booster
Moisture from air lines seeping into housing
Shock from the application (insertion), this is ore likely to happen on older units without transducer protection
Tightening booster or horn without a spanner wrench on the transducer front slug
Heat developed by problems already listed
Reconditioning the ultrasonic stack
It is important to check the stack regularly to make sure the components are in good working order, in addition, there are several steps you can take to recondition the stack
#1: Disassemble the transducer/booster/horn stake and wipe the mating surface with a clean cloth or paper towel
#2: Examine the surface, if they appear to be in good condition, slip to step #9, if any surface is corroded or shows a dark, hard deposit, it should be reconditioned (step #3~#8), if the mating surface of any component shows evidence of crowning, cupping or any other out-of-flatness condition, contact an ultrasonic industry professional for advise, very small, isolated pits in the mating surface are generally not serious problem
#3: If necessary, remove the mounting studs
#4: Tape a clean sheet, energy cloth to a clean, smooth, flat surface, a piece of plate glass is usually suitable
#5:Hold the component at its lower and carefully stoke it in one direction across the energy cloth, don’t apply pressure at the component’s weight along will suffice, note: use extreme care to avoid tilting the component, loss of flatness on interface surfaces may render the welding system inoperative
#6: Perform a second stroke, then rotate the part on-third turn and repeat
#7: Turn the part the final one-third and perform the same two stokes, be certain to perform the same number of stokes/two at each location
#8: Re-examine the mating surfaces, and repeat steps #5 through #7 until most of the contaminate has been removed, this should not take more than two or three complete rotations
#9: Before reinserting a stud, examine it to make sure the treads have not been damaged, clean all foreign material, grease and oil from the treads of the stud and the threaded hole using a clean cloth or towel
#10: Replace worn or damaged studs with those specified by the manufacturer, ordinary steel set screws are not properly heat treated for use as stake studs
#11: Very lightly cost the flat mating surfaces with high-pressure silicone grease or insert a high-temperature polymer film washer (not both) to promote good transmission of ultrasound and prevent the stack components “cladding” together
#12: Torque studs and mating surfaces properly, as indicted in the accompanying table showing correct torque values for stack component assembly, loose studs or joints will cause overloads or intermittent operation, while excessive tightening results in material distortion that shortens component life
#13: Install the stack in the welder and test ultrasonic operation
A note about flatness
It is essential that the mating faces between an ultrasonic transducer/booster and booster/horn be flat and parallel, if any air gap remains, there will be a resultant loss in power output and efficiency, coupling may be so poor as to prevent the starting of ultrasonic stack
The condition of excessive crowning, or uneven contact surface, is normally evidenced by a burnished appearance only around the bolt area of the contact surface, this indicates that contact between the members is occurring only at the burnished area and not around the periphery of the surface
Using guides
01:Welding: with ultrasound ultrahigh frequency vibration welding head in moderate pressure, make two pieces of plastic joint surface produce friction heat and instant melting joint, the welding strength can be comparable with the ontology, adopting appropriate workpiece and reasonable interface design, can achieve watertight and airtight, and exempt from the AIDS the inconvenience, achieve high efficiency and clean welding.
02: Rivet welding: ultrasound ultrahigh frequency vibration welding head, pressure plastic product outstanding the tip of a branch, make its instant heating melting become rivet shape, made of different materials material mechanical riveting together.
03: Heeling in: through the welding head of the ministry and the appropriate pressure, moment will metal parts (such as nut, screw, etc.) Pile in reserve into plastic hole, fixed in a certain depth, after the completion of whether pulling force, torque are comparable in the mould of traditional molding intensity, can be exempt from injection mold damage and injection of the shortcomings of slow.
04: Forming: this method and riveting method similar cavernous welding head pressure in plastic product case and welding hair favorable balance of trade sonic ultra-high frequency vibration after plastic melt forming and coated metal objects in its fixed, and smooth appearance beautiful, this method used in electronics, horn of the fixed forming, and cosmetics kind of lens fixed, etc.
05: Spot welding: two piece of plastic equinoctial welding without preliminary design welding line, achieve welding purpose; Contrast larger workpiece, is not easy to design welding line of the workpiece equinoctial welding, and to achieve welding effect, but at the same time spot welding more.
06: Cutting seal: using ultrasound instant hair vibration principle of chemical fiber fabrics by cutting, its advantages incision bright and clean and no crack, and not drawing
Contact Us
Plastic Welder Ultrasonic Welding Stack integrates into your construction to achieve ultrasonic welding process that is fast and efficient technique in creating a strong, clean and hermetic sealing, while increasing production without compromising quality, it is used for packaging, medical devices and other specialized application that require high-quality seal, with high performance ultrasonic welding machines and equipment, manufacturer can use fully automatic solutions to create a reliable seal without the use of consumables, this advanced welding technology helps you meet environmental goals by increasing recyclability,reducing packaging material and eliminating chemicals adhesives and solvents

Products
Search
ContactUs
ADD: Rongxing Bldg, Bulong rd, Bantian st, Longgang, Shenzhen 518129 P.R.China
ZIP: 518129
Contact: Ms Wang
Tel: +86-755-84190358
Fax: +86-755-84190358
Mob: +86-13590415784
Email: sales@keepleader.com
Welcome to visit our Factory!!!
Copyright ©2004-2026 ultrasonic cleaner,ultrasonic welder,high frequency welder,Ultrasonic golf Cleaner,High frequency packing machine,Vapor degreaser,Transparent Cylinder making machine,portable spot welders All Rights Reserved.
ADD: Rongxing Bldg, Bulong rd, Bantian st, Longgang, Shenzhen 518129 P.R.China ZIP: 518129 Contact: Ms Wang
Tel: +86-755-84190358 Fax: +86-755-84190358 Mob: +86-13590415784
Email: sales@keepleader.com 技术支持: keepleader