
Thermal Plastic Welder Industrial Hot Plate Welding Machine_ Pneumatic Heat Melt Sealing Tank_Toilet Lids Melting Seal Equipment
Thermal Plastic Welder Industrial Hot Plate Welding Machine

Thermal Plastic Welder Industrial Hot Plate Welding Machine is electric heated soften welding technique capable of producing strong, air-tight welds in thermoplastic parts, particularly for big size and semi-crystalline and different melting temperature and viscosity polymer material bonding that perform better sealing that ultrasonic welding, when using thermal energy in precision controlled manner, thermoplastic parts can be heated to molten temperature very quickly and then jointed together, thermal heat is introduced to the surface of each part half by a precision temperature controlled platen consisting of multiple uniform temperature distribution cartridge heaters and programmable logic control with touch screen is accessible in convenient read the recipes that is practical experience for referential data in operation and resetting after replace the old tooling for new project welding arranged
Machine Description
Thermal Plastic Welder Industrial Hot Plate Welding Machine
01:Parameter
model | KL-2030 |
power | 5KW |
voltage | 380V/440V |
weight | 850KGS |
Size | 1500*1025*1900 |
Working are | 200*300 |
Productive | 2-5pcs/min |
Pressure | Air pressure |
02: Device Character
It has the divisional temperature controlling function to ensure even welding
No need any adhesive or flux, and less heat consumption
Easy operation and high strength
Build-in PLC, and touch screen is visible for running the device
HMI and a threshold raster not only makes operation easy and simple, but also achieves better functions of process monitoring, automatic fault diagnosis, power-off protection, low air pressure protection and abnormal operation protection so as to improve welding quality, ensure the safety of human
03: Application
Hot plate welding machine from plastic assembly systems can weld large and irregular shaped plastic parts with difficult contours and joint line, hot plate welding machine uses a heated platen to radiate heat through close proximity to melt the joining surfaces of thermoplastic part
Hot plate welding typically position the platen directly between the two halves to be welded together, and delivery radiant heat to the joining surfaces, the holding fixtures to support and align the two halves to be assembled, additional pneumatic, hydraulic or manual part clamping/ejection and vacuum/expansion mechanism can be integrated into the tooling
After two halves interfaces have been melted by the temperature-controlled platen assembly by a pre-set time, the joining surfaces and subsurface are properly prepared for the meld, the platen is them remove and two halves are brought together to form a molecular, permanent, and in many cases a hermetic seal
The welding function can be pre-set for time and distance welding, so the seal time or depth ensures a bond that is as strong as or stronger that the rest of the pieces
The hot plate is typically flat, but can be shaped match the profile of the components being welded, if necessary the could be three-dimensional, hot plates are usually manufactured in aluminum or aluminum bronze, the latter has great dimensional stability at the high temperatures required to for the plate welding process
To prevent the molten thermoplastic material sticking to the hot plate during the heating phase of the process, the plates are often coated with a non-stick surfaces, typically, a PTFE based material if used for the coating, the could be a permanent coating or a semi-permanent, adhesive backed PTEF fabric, it is important when using PTFE-coated hot plates, not to set the temperature above 270 degree, since toxic fumes are produced
04: Advantages
Hot plate welding machine has precision control of melt temperature, excellent weld strength, ability to weld large complex parts, and ease of attaining hermetic seals
04: the most important processing phase of hot plate welding
The heating process is the most important part of hot plate welding, heating takes place in two phases, in the first phase, often known as the “bead up” phase, the components are pushed against the hot plate, under an axial load and melting begins to occur, once the entire joint surface of the component is melted as shown by a small continuous bead of molten material (approximately 1 to 2mm in height) around the perimeter of the component, the axial load is reduced, this reduction can be achieved either by reducing the pressure in the pneumatic system, or by using melt depth stops, the melt depth stops are positioned on the machine, between the hot plate and the machine slides to give a predetermined amount of melt or bead up
When the load is reduced, the “heat soak” phase of the heating cycle begins, heat is allowed to soak into the material to give a “thermal mass” of molten material behind the surface in contact with the hot plate, this ensure that there is sufficient heat present in the material to prevent the welding surface cooling below the melt temperature when the components are removed from the hot plate, and brought together for welding, it also ensures that there is molten material between the weld interface when the interface material is squeezed out as the components are forced together to form the weld, if the heat soak phase is ignored, a brittle cold weld is formed
05: Parameter of hot plate welding
There are six welding parameter that given the hot plate welding process
Bead up time or bead size (1~2mm in height)
Heat soak time: the time of axial-load reducing
Dwell time: taken time of heated components come closed
Cooling time: under pressure, the take time of two halves closed
Heating pressure and cooling pressure: the time of two halves against the heating platen and time of closed two halves before leaving the fixture
Temperature: the controlled heating temperature
Detailed Images

Thermal Plastic Welder Industrial Hot Plate Welding Machine similarly sorts butt welding, mirror welding, applies heat from a hot platen, that is placed between the plastic surface needing bonding, the two plastic surfaces are either pressed against the hot platen or hold next to it for some time, and then the hot plate is removed, and the part halves are pressed together to form the weld, typical welding time is ten to twenty seconds, supposing that the low temperature bonding process, usually less 260 Celsius, the aluminum alloy heating plate is requested to coat Glass-fiber cloth, likely Teflon to avoid adhesive debris and replace the old coating cloth after thousands of working,but high temperature hot plate welding don’t request to coat the heating platen,merely metal brittle brush to clean the surface of heating platen.
Product uses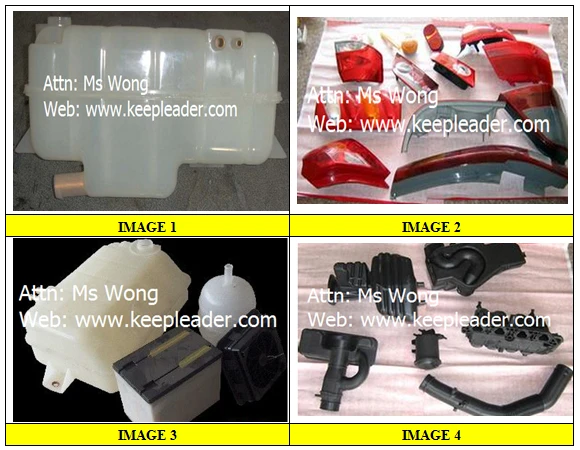
Thermal Plastic Welder Industrial Hot Plate Welding Machine compares with ultrasonic welding, has its salient advantages,herein, we list several aspects for reference, likely:1st: simple operation and reliable performance;2nd:suitable complex parts geometries even in the joining plane;3rd:can be adapted for use with materials which has different melting temperature and melt viscosity;4th: relatively high tolerance to imperfections on the mating surfaces;5th: capable for big size butt bonding,usually the contour length is over 250mm is not suitable for normal ultrasonic welding, but hot plate welding perform reliable effect
Tech Illustration
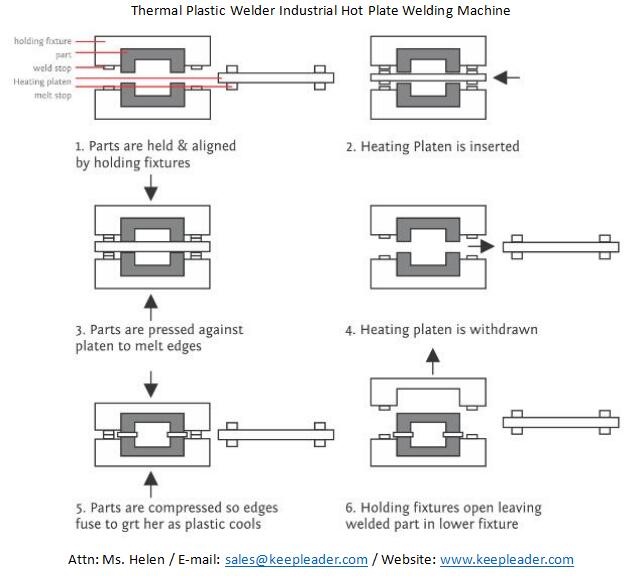
Thermal Plastic Welder Industrial Hot Plate Welding Machine takes the universal bonding process among the heat press melting technique except for type of axial loading, temperature and melting control, and monitoring and driving system, the following procedures herein for your referential guidance in operation,likely 1st: Parts halves are placed into and securely gripped by precision holding fixtures which insure adequate support and accurate alignment of the parts halves throughout the hot plate welding process;2nd:to heat the joint area, a thermal heated platen is placed between part halves, the holding fixtures close to compress and melt the part halves to be welded against the platen,displacing material at the joint area merely;3rd:compression and material displacement continue until precision hard-stop built into the tooling are met, thermal heat continue to conduct into the material even though compression and displacement have stopped;4th:after the joint area reaches molten temperature, the holding fixture open and heat platen is withdraw;5th:the holding fixture then close,forcing two parts together until hard-stops on the holding fixtures come into contact with one another;6th: when cooling is complete, the gripping mechanism in one of the holding fixtures releases the part, then holding fixtures open and finished part may be removed
Contact Us
Thermal Plastic Welder Industrial Hot Plate Welding Machine acts on important roles in semi-crystalline joining, its holding fixture and heating platen usually have unavoidable design in size, gripping mechanism, and compatible geometry,keepleader, we have recruited experienced and loyal staffs to work with end users, believe that they can gratify your suggestive demands on detailed-orientation cooperation, supposing that you have continuing question or specified requirements, please don’t hesitate to contact us, we are always ready for working with you
☺ Attn: MS Helen
✉ E-mail:sales@keepleader.com
☎ Cellphone: +86 13590415784 (Wechat/Whatsapp)
☎ Tel: +86 755 84190358
☞ Website: www.hfwelds.com / www.keepleader.com
Products
Search
ContactUs
ADD: Rongxing Bldg, Bulong rd, Bantian st, Longgang, Shenzhen 518129 P.R.China
ZIP: 518129
Contact: Ms Wang
Tel: +86-755-84190358
Fax: +86-755-84190358
Mob: +86-13590415784
Email: sales@keepleader.com
Welcome to visit our Factory!!!
Copyright ©2004-2026 ultrasonic cleaner,ultrasonic welder,high frequency welder,Ultrasonic golf Cleaner,High frequency packing machine,Vapor degreaser,Transparent Cylinder making machine,portable spot welders All Rights Reserved.
ADD: Rongxing Bldg, Bulong rd, Bantian st, Longgang, Shenzhen 518129 P.R.China ZIP: 518129 Contact: Ms Wang
Tel: +86-755-84190358 Fax: +86-755-84190358 Mob: +86-13590415784
Email: sales@keepleader.com 技术支持: keepleader