
Auto Parts High Pressure Spraying Cleaning Machine for Industrial Parts_Engine_Auto Parts High Pressure Spray Cleaning_Washing
Auto Parts High Pressure Spraying Cleaning Machine

Auto Parts High Pressure Spraying Cleaning Machine for Industrial Parts need under information for make proper quotation
♦1: Size and weight of your cleaning parts ♦2: Manual or Automatic ♦3: Expected cleaning effect ♦4: Contamination in need of cleaning, ♦5: Sample picture
Product DescriptionAuto Parts High Pressure Spraying Cleaning Machine
01: Parameter
Item\Model | KLE-1500A | KLE-1000A | KLE-800A | KLE-600A |
Size | 2.8*2*2.3m | 2.2*1.5*2.2m | 1.9*1.3*2m | 1.6*1.1*1.7m |
Tank capacity | 1500*600H | 1000*600H | 800*500H | 600*450H |
Jet pressure | 4~5kgs/cm*2 | |||
Pump motor | 10HP | 10HP | 10HP | 5.5HP |
Heating temp | 0~70 degree | |||
Load rating | 700kg | 500kgs | 350kgs | 250kgs |
02: Application
Machinery with polishing compounds, residual debris, dirty and processing debris
All kinds of mold, jigs, fixture and clamping devices
Components parts, such as engines, transmission, case and compressors
Forge and die-casting products (to decompose releasing agent)
Light metal products, brass, and aluminum products
03: Character:
Multiple functions in one machine
Crease washing, cleaning, rustproof and drying being finished
Using SUS304 for construction avoid corrosion by acid or alkaline
360 degree rotary spraying cleaning can rush any corners
Customized size and configuration are acceptable
External surface keep cool with thick heat insulation foam over 50mm
Insulation circuit design for safe running and operation
Automatic stop with timer
The installation of filter to keep a flow spraying
Acid-proof and alkaline-proof with stainless steel body and components
Improve the cleaning efficiency and reduce the labor cost
Economic-friendly cleaning to reduce the water consumption and waste dealing fee
Each part is thorough cleaned by different angles rotary spray
Robust construction can save the future repair cost
Note: To ensure the quality getting the best, KEEPLEADER™ keeps the right of modification in design of Auto Parts High Pressure Spraying Cleaning Machine for Industrial Parts, pls double check technical factors, which is important for you
Product Uses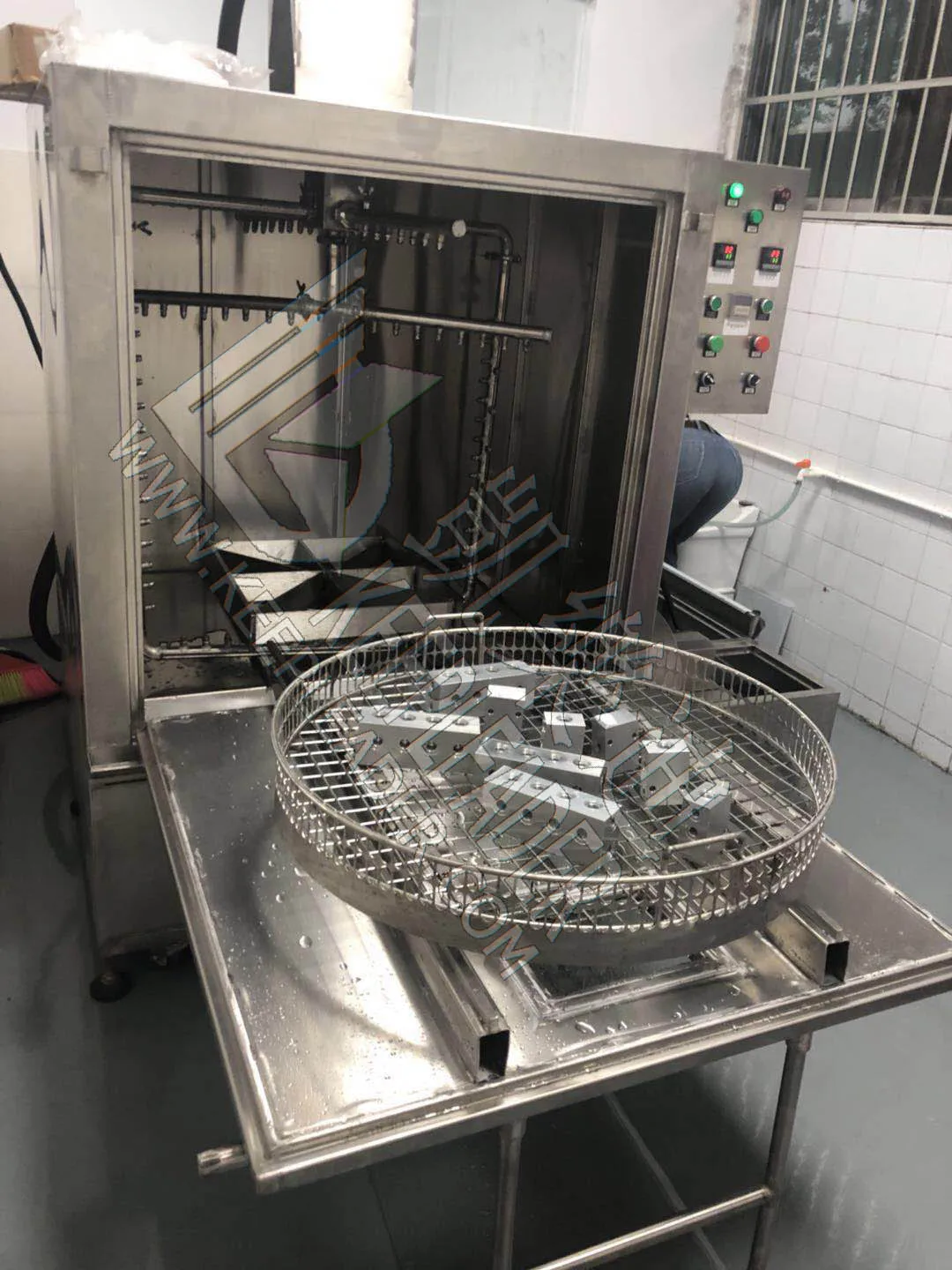
Auto Parts High Pressure Spraying Cleaning Machine for Industrial Parts is professional, customized high pressure rotary spraying cleaning_washing for your auto parts, industrial parts, engine parts, machinery parts, metal parts
Working Shop

Auto Parts High Pressure Spraying Cleaning Machine for Industrial Parts can have ♦Automatic model, ♦Manual model ♦Customized size ♦Functional modifiation as your demanding
Detailed Images
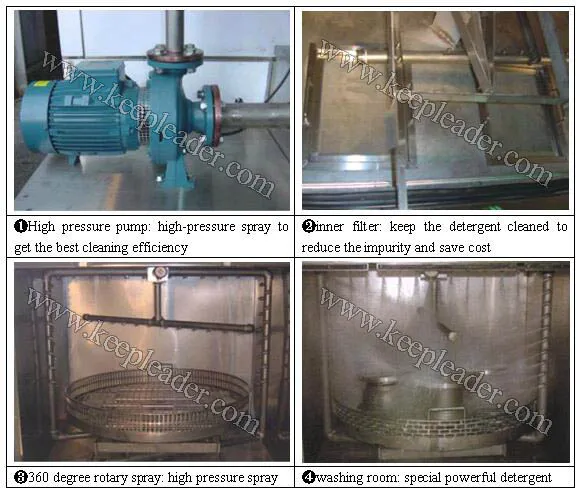
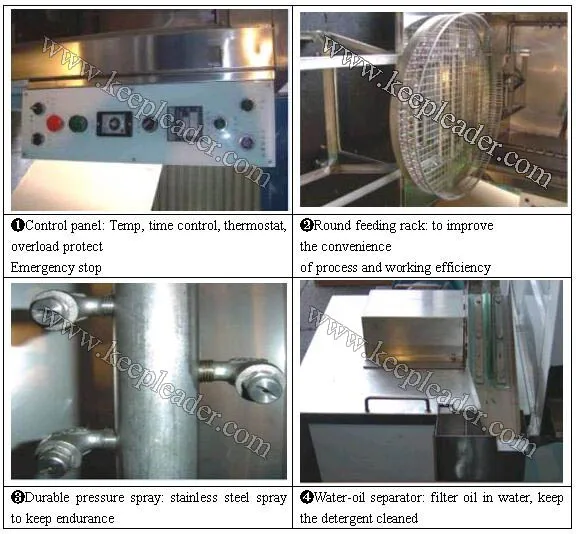
For Auto Parts High Pressure Spraying Cleaning Machine for Industrial Parts, if you cannot find the functional features you wanting, pls advise sales dept of keepleader to get aimed service
Cleaning Effect

Auto Parts High Pressure Spraying Cleaning Machine for Industrial Parts can clean: ♦Industrail parts ♦Auto parts, ♦Metal Parts, ♦Engine parts, ♦Hardware, ♦Machinery parts
After-Sales Service
After purchasing at KEEPLEADER™ is first step of our after-service, all of machines at KEEPLEADER™ has one year guarantee, we provide free samples for defected parts to do replacement except for human damage, under information for your notice
01: KEEPLEADER™ always posts the new technical file in our homepage that can help our client in new technical information of machines’ design, character, application, operation, maintenance,
and related, KEEPLEADER™ also welcome our clients feed back the machines’ working condition that can get one to one service
02: If the machine you purchased has any defects, please contact sales representative at KEEPLEADER™, we will assign our experienced engineer analyze your case and provide technical support, in case of damaged parts that cannot repair, KEEPLEADER™ will provide a new parts to replace the defect
03: For any replacement and maintenance, KEEPLEADER™ has user manual and training video
04: KEEPLEADER™ can go to oversea for on-site training
05: KEEPLEADER™ can provide electric diagram if in need
06:Auto Parts High Pressure Spraying Cleaning Machine for Industrial Parts has one year warranty, during this period, keepleader will provide free parts to replace defected componnets
Contact Us
pls contact Ms Helen by E-mail: sales at keepleader.com for Auto Parts High Pressure Spraying Cleaning Machine for Industrial Parts
Cellphone/Wechat/Whatsapp: +86 13590415784
Website: www.keepleader.com
Products
Search
ContactUs
ADD: Rongxing Bldg, Bulong rd, Bantian st, Longgang, Shenzhen 518129 P.R.China
ZIP: 518129
Contact: Ms Wang
Tel: +86-755-84190358
Fax: +86-755-84190358
Mob: +86-13590415784
Email: sales@keepleader.com
Welcome to visit our Factory!!!
Copyright ©2004-2026 ultrasonic cleaner,ultrasonic welder,high frequency welder,Ultrasonic golf Cleaner,High frequency packing machine,Vapor degreaser,Transparent Cylinder making machine,portable spot welders All Rights Reserved.
ADD: Rongxing Bldg, Bulong rd, Bantian st, Longgang, Shenzhen 518129 P.R.China ZIP: 518129 Contact: Ms Wang
Tel: +86-755-84190358 Fax: +86-755-84190358 Mob: +86-13590415784
Email: sales@keepleader.com 技术支持: keepleader