
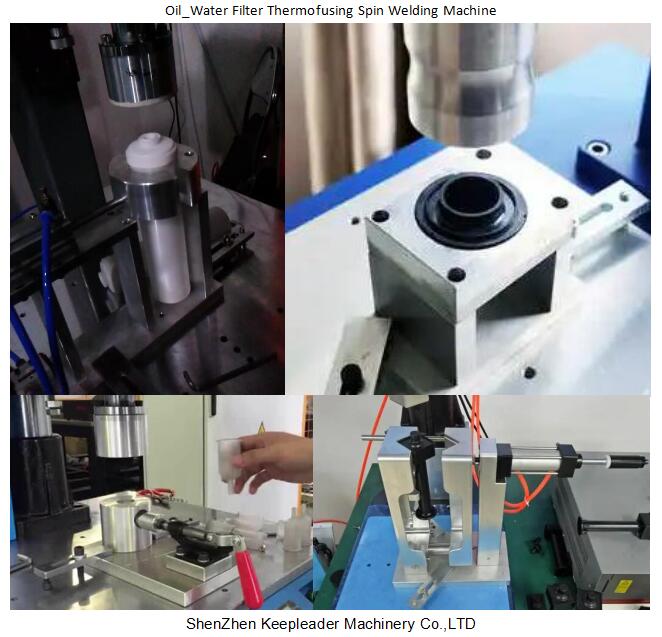
Oil_Water Filter Thermofusing Spin Welding Machine for Circular Mug_Tube_Cup_Pipe Spin Welding of Thermoplastic Spinning Welder
Oil_Water Filter Thermofusing Spin Welding Machine

Oil_Water Filter Thermofusing Spin Welding Machine is used for welding ♦1: Water filter ♦2: Oil filter ♦3: Mug ♦4: Thermo Cups ♦5: PP pipe/tube ♦6: Barrel and other related circular /Spherical shaped thermoplastic parts
Product Description
Oil_Water Filter Thermofusing Spin Welding Machine
01: Parameter
Model | KLP-1500 |
Power | 1.5KW |
Voltage | 380V/50HZ*3P |
Efficiency | 10~15pcs/min |
Welding time | 0~30s |
Air pressure | 3~6kgs |
Welding pressure | 5kgs/cm2 |
Cylinder | 63*75 |
Welding diameter | 100mm |
Working mode | Top spinning |
Weight | 280kgs |
Occupied size | 800*700mm |
Overall size | 750*670*1780mm |
Pack size | 830*820*2020mm |
02: Introduction
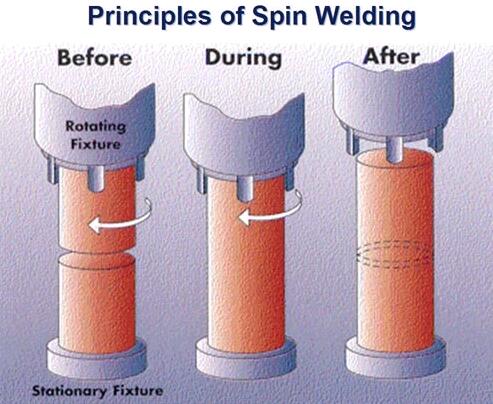
Oil_Water Filter Thermofusing Spin Welding Machine uses frictional heat to melt the joint between two component plastic parts, the process is perfect for round parts, again, the result of spin welding can be assembly with a hermetic or watertight seal
03: Application
Oil_Water Filter Thermofusing Spin Welding Machine are seeing use in a wide range of industries, including automotive, appliance, medical, insulated cups, bowls, filters for water and chemicals, plumbing floats, paint can lids, pop-up irrigation valves and line slitters for juice and soda dispensers
In the automotive industry, spin welding assemble tanks, bottles, valves, lamps and filters. The technique is also install small elbows into manifolds and to weld extruded tubing to molded attachments for fuel filter lines
Extol recently worked on an automotive application that involved welding a hose made from Santoprene, to an air intake made from polypropylene. Welding the hose eliminated the need for pricey, circular steel clamp to attach the hose
In the appliance industry, spin welding has been used to assemble valve, flow diverters, vacuum cleaner housing and water filters for refrigerators
Spin welding can also be used to assemble medical devices, extol recently designed a machine to weld talc-filled polypropylene for a fluid recovery device, each half of the assembly was 10 inches long and 3 inches in diameter, “there were few other process options”, KEEPLEADER™ points out “vibration welding could not do it, because KEEPLEADER™ would not be able to address flash control on the inside, spin welding a great solution
For medical application, it is important to note that spin welding can generate particulates, however, vacuum or compressed air can be used to clear particulates during assembly, adds KEEPLEADER™
04: Advantages and disadvantages
Advantages of Spin Welding: Reproducibility, Large parts maybe welded, high quality weld, and Oxidizing polymers may be welded
Disadvantages of spin welding: At least one of the parts to be welded should have a circular symmetry, minimum rigidity required
05: Oil_Water Filter Thermofusing Spin Welding Machine joint design
A good spin welding joint should have a weld area equal to or greater that a typical wall section of the part, joints should also provide sufficient part-to part alignments
Under designs are most popular proposals
Spin welding can join any thermoplastic, whether filled or unfilled, amorphous or semi-crystalline.
Spin welding can join ABS, PVC polypropylene, polyethylene and glass-filled nylon, to name a few; they have difficulty with slippery plastic, such as Delrin or ultra-high-molecular polyethylene.
If you have very hard parts, like polycarbonate or acetal, it can take a lot of torque to get the materials to start melting, KEEPLEADER™ experiencing, it is easier to spin welding larger parts made from softer materials than harder material
Spin welding can even weld dissimilar materials, KEEPLEADER™ addressing, the parts don’t have to be as chemically similar as they do with ultrasonic welding, in terms of material compatibility, spin welding is more like vibration welding, KEEPLEADER™ have ever done a spin welding joint that was polyethylene to polypropylene, it was a mechanical joint with a hermetic seal that could hold a pressure of 30pssi, something you would never see with ultrasonic welding. Spine welding also can joint tall parts represent far-field welds, which is problem for ultrasonic welding, spin welding can accommodate parts with contours, openings or extensions and etc
The one requirements for spin welding, is that the joint interface must be circular, though the parts themselves do not have to be round
Spin welding melts and moves material than other plastic joining methods, as much as three times more. That makes the technology ideal for creating pressure-resistant, hermetically sealed joints, KEEPLEADER™ has ever instruct pressure testing of 100psi after spin welding
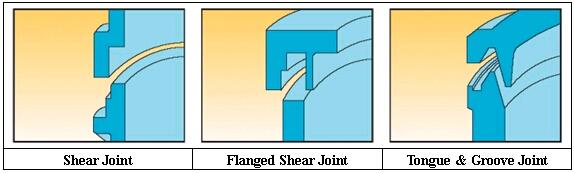
However, more melted material means more flash, and engineers will have to account for that in their joint designs, the key with spin welding is to visualize where the flash is going to go and how to hide it. Because of centrifugal force, the flash typically wants to move outside the joint, the best designs for spin welding are share joints, tongue and groove joints and scarf joints, butter joints can also be accomplished, but they are rare
For the best weld strength, the best performance and least amount of torque draw, you should always use a shear joint, if you know your molds are not great, if you have some warpage on your parts, or if you are not sure the parts will fit together consistently that is when you want to use a scarf joint. A shear joint consists of two walls that contact each other at an angle with an interface fit, shear joints can be designed with flash traps to capture excess molten plastic, and a shirt can also be designed into the tap parts to hide the joint line for a more cosmetic appearance
Due to the “active” nature of the process, it is a good idea to include a feature: a rib or a recess to help the drive head spin the top half and aid the fixture in holding the bottom half, sometimes, the drive head can key on a port, fitting or other feature sticking out from the part, if the feature is robust enough, for example grip, the drive head and fixture can also be modified with spring-loaded ball detents, a Flexane coating, or vacuum ports
To prevent deflection, the tooling should also support the sides of the assembly, irrespective of how thick the walls are, softer plastics are easy to melt, but are also prone to deflection.
Regardless of the application, engineers are well-advised to contact KEEPLEADER™ as early in the design process as possible-preferably before any molds are cut, an application engineer can help you work through drive features and joint design, its becomes a collaborative process, there’s always back and forth between the customer’s design constrains and the ideal joint design.
06: Design consideration of Oil_Water Filter Thermofusing Spin Welding Machine
061: Parts joint must be on a circular axis
062: Determine whether or not final orientation of parts required
063: Joint design must take account flash/particulate produced during the process
064: Preferably, upper part half will be designed for use with drive features (areas for driver to engage parts)
065: Ideal parting line will be parallel to the force applied by the driver
066: Joint design must allow for sufficient collapse distance, insufficient collapse may cause poor weld strength/ quality
067: Material selection may have an impact on welded type (orientation or inertial)
068: Part must be designed so that there is no contact (other than the joint area) between the spinning part half and the clamping part half
07: Key parameters of Oil_Water Filter Thermofusing Spin Welding Machine
The key parameters of the spin welding process are rotation speed, force, time and displacement
Speed and force vary with the size and composition of the parts, says Mr. Leo applications engineer at KEEPLEADER™ with a servomotor spin welding, speed can range from 250 to 5000rpm. An inertia spin welding can reach speeds of 10000rpm.
Although it may seem, larger diameter parts need less speed that small ones, says Mr. Leo indeed, for large-part application, the electric motor might be equipped with a gear reducer to swap speed for torque
You have to think in terms of surface feet per minute, rather than rotations per minute, KEEPLEADER™ address “ the optimal surface feet per minute setting for nylon is different from ABS or Polypropylene, KEEPLEADER doesn’t see many application over 5000rmp and 1000~2000rpm is pretty typical range
Force is usually minimal, the more pressure you apply when bringing the parts together, the more the assembly wants to resist torque, KEEPLEADER™ suggests “ if you rub the palms of your hands together lightly, they will get hot pretty quick, squeeze them together hard, and it’s difficulty to move your palms back and forth
Weld and hold times can also be important, KEEPLEADER™ has ever experienced huge improvements in welding quality just by changing the hold parameters, because you melting a large amount of material, it is important to control how it melts, usually, you want to collapse the parts while they are melting, because plastic shrinks as it solidifies, you have to make sure you don’t have any voids in the parts
Detailed Images
Oil_Water Filter Thermofusing Spin Welding Machine is the preferred technique for thermoplastic parts with a circular axis joint which have high bond strength/hermetic requirement, during spin friction welding, one part is held stationary in a pneumatic holding fixture while a second part is rotary against it under pressure at speeds up to 16000rpm, this resulting friction causes the joining surface to melt and fuse together, producing strong hermetic welds
OEM Tools

Oil_Water Filter Thermofusing Spin Welding Machine comes with Customized Clamping device+spinning actuator, which will made with your drawing or sample
Oil_Water Filter Thermofusing Spin Welding Machine is spin friction welding for thermofusing of circular joint interface
Machine Uses

Oil_Water Filter Thermofusing Spin Welding Machine is used for irrulated shape/Spherical shaped product welding, eg: Water_Oil Filter
Contact Us

For Oil_Water Filter Thermofusing Spin Welding Machine, more information, Please contact KEEPLEADER
☺ Attn: Ms Helen
✉ E-mail: sales@keepleader.com
☎ Cellphone/Wechat/Whatsapp: +86 13590415784
☎ Tel: +86 755 84190358
☞ Website: www.keepleader.com
Products
Search
ContactUs
ADD: Rongxing Bldg, Bulong rd, Bantian st, Longgang, Shenzhen 518129 P.R.China
ZIP: 518129
Contact: Ms Wang
Tel: +86-755-84190358
Fax: +86-755-84190358
Mob: +86-13590415784
Email: sales@keepleader.com
Welcome to visit our Factory!!!
Copyright ©2004-2026 ultrasonic cleaner,ultrasonic welder,high frequency welder,Ultrasonic golf Cleaner,High frequency packing machine,Vapor degreaser,Transparent Cylinder making machine,portable spot welders All Rights Reserved.
ADD: Rongxing Bldg, Bulong rd, Bantian st, Longgang, Shenzhen 518129 P.R.China ZIP: 518129 Contact: Ms Wang
Tel: +86-755-84190358 Fax: +86-755-84190358 Mob: +86-13590415784
Email: sales@keepleader.com 技术支持: keepleader